
时间30天
地区张家港市
优势服务好,效率高
特点送货上门
类型机械设备
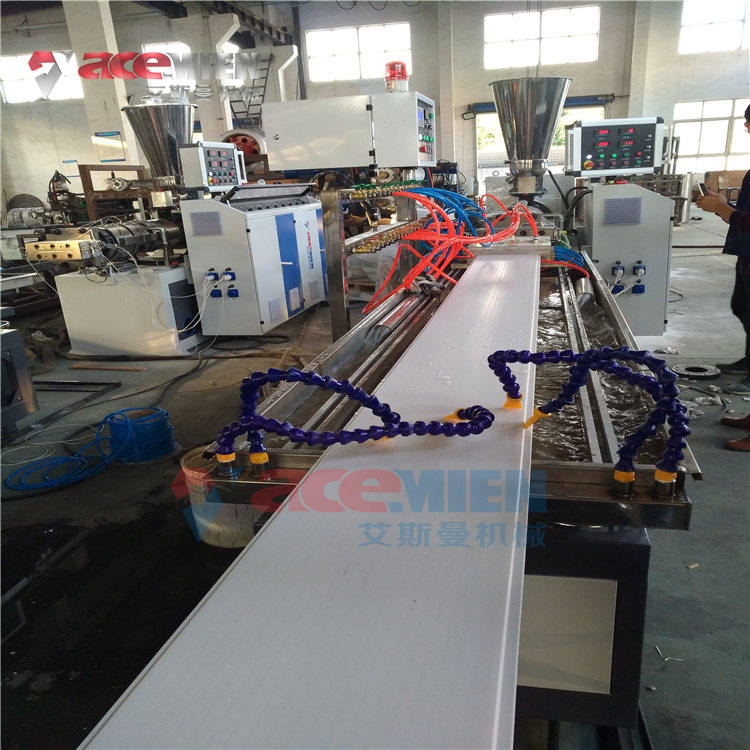
机筒螺杆采用全新设计理念,以从业20多年*深经验,根据客户不同的配方范围,采用不同的螺杆设计,达到高质量*效率的挤出工艺状态。分析护墙板设备会出现塑化不良的原因
在生产过程中,护墙板设备有时会出现塑化不良,这是什么原因呢?下面就让小编来为您解一下。
一、焦烧
1、焦烧的现象
(1)温度反映高,或者是控制温度的仪表失灵,造成塑料高温而焦烧。
(2)机头的出胶口烟雾大,有强烈的气味。
(3)塑料表面出现颗粒状焦烧物。
(4)合胶缝处有连续气孔。
2、产生焦烧的原因
(1)温度控制高造成塑料焦烧。
(2)螺杆长期使用而没有清洗,焦烧物积存,随塑料挤出。
(3)加温时间太长,塑料积存物长期加温,使塑料老化变质而焦烧。
(4)停车时间过长,没有清洗机头和螺杆,造成塑料分解焦烧。
(5)多次换模或换色,造成塑料分解焦烧。
(6)机头压盖没有压紧,塑料在里面老化分解。
(7)控制温度的仪表失灵,造成高温后焦烧。
3、排除焦烧的方法
(1)经常的检查加温系统是否正常。
(2)定期地清洗螺杆或机头,要清洗干净。
(3)按工艺规定要求加温,加温时间不宜过长,如果加温系统有问题要及时找有关人员解决。
(4)换模或换色要及时、干净,防止杂色或存胶焦烧。
(5)调整好模具后要把模套压盖压紧,防止进胶。
(6)发现焦烧应及时清理机头和螺杆。
二、塑化不良
1、塑化不良地现象
(1)塑料层表面有蛤蟆皮式地现象。
(2)温度控制较低,仪表指针反映温度低,实际测量温度也低。
(3)塑料表面发乌,并有微小裂纹或没有塑化好地小颗粒。
(4)塑料的合胶缝合的不好,有一条明显的痕迹。
2、塑化不良产生的原因
(1)温度控制过低或控制的不合适。
(2)塑料中有难塑化的树脂颗粒。
(3)操作方法不当,螺杆和牵引速度太快,塑料没有完全达到。
关于轻质墙板生产线的工作性能包含下面几点。
1.生产原料来源广,没有地区局限性,生产成本低廉,投资少,见效快。
2.生产工艺简单,设备自动化程度高,劳动强度低,流水线作业,生产过程无噪音无三废排放。
3.生产能耗低,不需高温、高压,利用化学反应自身释放热量,达到生产工艺要求。

产品表面平整,光滑,密实度高,真正实现了新型建筑墙体板材的工业化流水线生产。大大降低了生产工人的劳动强度。彻底改变了以往的立模,平模浇注成型的诸多端。如:模具的使用量大,周转率低;需电加热或蒸汽加热;产品种类单一;隔声,保温效果不能满足市场要求等诸多缺陷。
什么是护墙板设备的预热装置和冷却装置
缆芯预热对于绝缘挤出和护套挤出都是很重要的。对于绝缘层,比如薄层绝缘,不能允许气孔的存在,线芯在挤包前通过高温预热可以清理干净表面的水份、油污。对于护套挤出来讲,其主要作用在于烘干缆芯,防止由于潮气(或绕包垫层的湿气)的作用使护套中出现气孔的可能。预热还可防止挤出中塑料因骤冷而残留内压力的作用。在挤塑料过程中,预热可减少冷线进入高温机头,在模口处与塑胶接触时形成的悬殊温差,避免塑胶温度的波动而导致挤出压力的波动,从而稳定挤出量,保障挤出质量。挤塑机组中均采用电加热线芯预热装置,要求有足够的容量并让升温变快,使线芯预热和缆芯烘干效率高。预热温度受放线速度的制约,一般与机头温度相仿就行了。
成型的塑料挤包层在离开机头后,应及时进行冷却定型,否则会在重力的作用下发生变形。冷却的方式通常采用水冷却,并根据水温不同,分为急冷和缓冷。急冷就是冷水直接冷却,急冷对塑料挤包层定型有利,但对结晶高聚物而言,因骤热冷却,易在挤包层组织内部残留内应力,导致使用过程中产生龟裂,一般PVC塑胶层采用急冷。缓冷则是为了减少制品的内应力,在冷却水槽中分段放置不同温度的水,使制品逐渐降温定型,对PE、PP的挤出就采用缓冷进行,即经过热水、温水、冷水三段冷却。
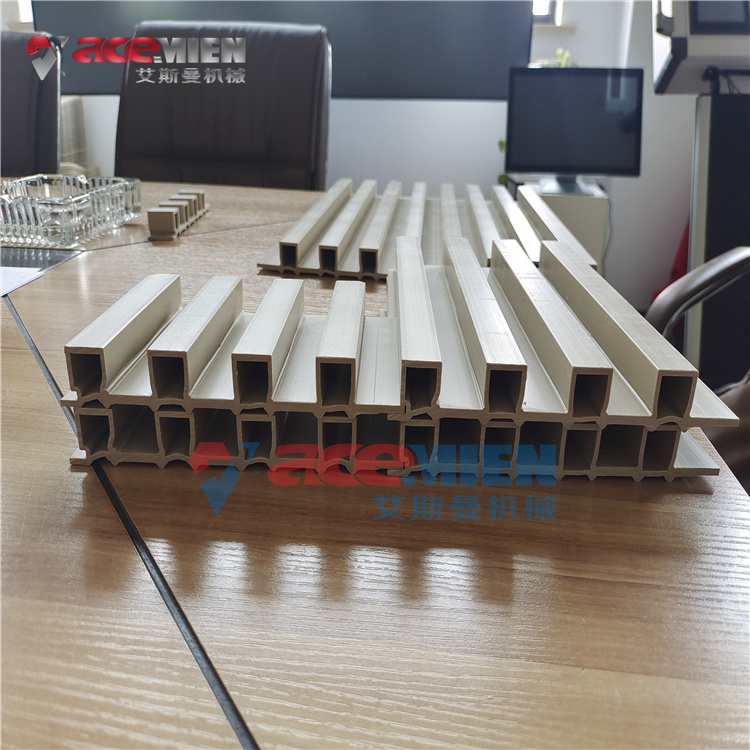
生态艺术墙又称集成墙面是由竹木纤维做为基材,树脂材料作为表面工艺做出的一种广泛用在家庭、工程等墙面装饰的材料,花色传统壁纸,同时又兼有护墙板的优点,作为一种新型的替代墙漆、壁纸的墙面装饰材料。
墙面板材采用竹木粉等材料经高温制作而成,并采用环保PVC、PP膜,基板安全环保,释放平均值不过标,它满足了人们对家装的高的标准高的要求。同时环保集成墙面还是自主知识产权的新型环保建材,是墙饰产品的革命性创。
集成吊顶扣板生产设备厂家
