
时间30天
地区张家港市
优势服务好,效率高
特点送货上门
类型机械设备
安装护墙板,将护墙板从左到右插入踢脚线内,起始块应从墙角开凹槽向墙角。在距护墙板上口1.5cm处安上膨胀螺钉或钢钉,注意螺钉不能露出护墙板面。在腰线凹槽内涂上胶,过几分钟后插到凹凸面即可,在墙角处必*45°对角。关于轻质墙板生产线的工作性能包含下面几点。
1.生产原料来源广,没有地区局限性,生产成本低廉,投资少,见效快。
2.生产工艺简单,设备自动化程度高,劳动强度低,流水线作业,生产过程无噪音无三废排放。
3.生产能耗低,不需高温、高压,利用化学反应自身释放热量,达到生产工艺要求。
护墙板的构成:
1、整墙板
整墙板就是整面墙都安装护墙板,一般用来做背景墙,有些用户也会整屋做整墙板。
2、墙裙
墙裙,也就是半高墙板,其高度只有整墙板的一半。一般的是底部落地,上面到墙顶之间的位置以其他装饰材料装饰,以腰线收边,这好像给墙体穿上了裙子一样,所以我们称之为“墙裙”。
3、中空墙板
中空墙板,就是其芯板的位置不做木饰面,在墙板边框和压线,中间则用其它装饰材料装饰的墙板。
4、造型饰面
造型饰面是护墙板的主要构成部分之一,占据整个墙板比重比较大。造型饰面主要由左右边梃、上下码头、造型芯板和压线四部分构成。根据不同风格的变化,饰面造型也随之变化。
5、罗马柱
罗马柱种类繁多,造型各异,除了自身的美观装饰作用之外,还起到分隔和调尺之用。
6、顶线、腰线和踢脚线
7、隐藏门
隐藏门也是护墙板组成部分之一,其特点就是,门开启则和普通房门一样,门关闭时,外观与其他墙板基本没有什么差异,让人误认为它之是普通的墙板之一。
什么是护墙板设备的预热装置和冷却装置
缆芯预热对于绝缘挤出和护套挤出都是很重要的。对于绝缘层,比如薄层绝缘,不能允许气孔的存在,线芯在挤包前通过高温预热可以清理干净表面的水份、油污。对于护套挤出来讲,其主要作用在于烘干缆芯,防止由于潮气(或绕包垫层的湿气)的作用使护套中出现气孔的可能。预热还可防止挤出中塑料因骤冷而残留内压力的作用。在挤塑料过程中,预热可减少冷线进入高温机头,在模口处与塑胶接触时形成的悬殊温差,避免塑胶温度的波动而导致挤出压力的波动,从而稳定挤出量,保障挤出质量。挤塑机组中均采用电加热线芯预热装置,要求有足够的容量并让升温变快,使线芯预热和缆芯烘干效率高。预热温度受放线速度的制约,一般与机头温度相仿就行了。
成型的塑料挤包层在离开机头后,应及时进行冷却定型,否则会在重力的作用下发生变形。冷却的方式通常采用水冷却,并根据水温不同,分为急冷和缓冷。急冷就是冷水直接冷却,急冷对塑料挤包层定型有利,但对结晶高聚物而言,因骤热冷却,易在挤包层组织内部残留内应力,导致使用过程中产生龟裂,一般PVC塑胶层采用急冷。缓冷则是为了减少制品的内应力,在冷却水槽中分段放置不同温度的水,使制品逐渐降温定型,对PE、PP的挤出就采用缓冷进行,即经过热水、温水、冷水三段冷却。

产品表面平整,光滑,密实度高,真正实现了新型建筑墙体板材的工业化流水线生产。大大降低了生产工人的劳动强度。彻底改变了以往的立模,平模浇注成型的诸多端。如:模具的使用量大,周转率低;需电加热或蒸汽加热;产品种类单一;隔声,保温效果不能满足市场要求等诸多缺陷。
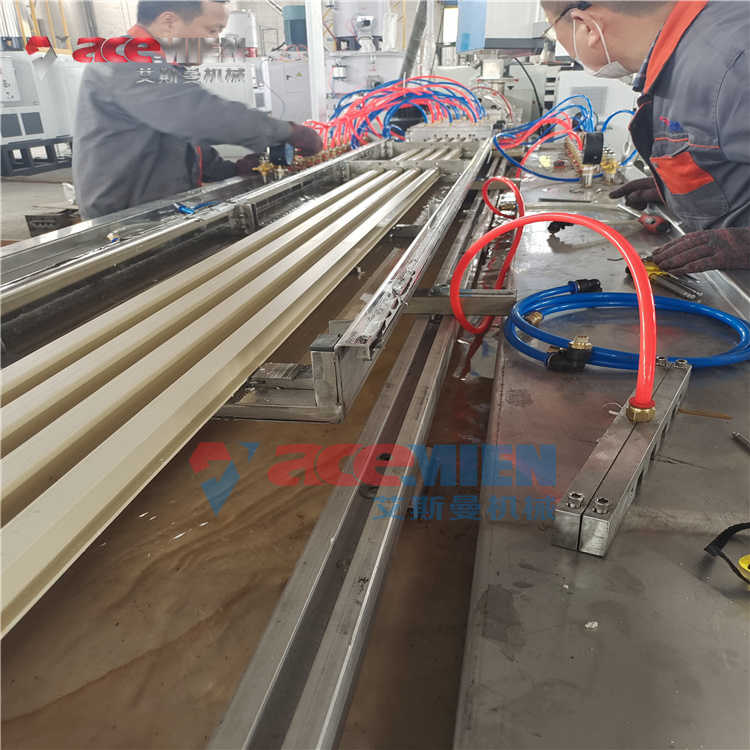
竹木纤维墙板生产线的生产流程
工具原料竹粉,木粉,钙粉,高分子(即pvc)和各类添加剂①锥双主机 ②挤胶机 ③真空定型台 ④牵引机 ⑤切割机 ⑥接料架
方法/步骤
一:后台原材料配比。将碳酸钙、竹木纤维粉、塑脂、高分子纳米融合剂等原材料依照比例混合并进行搅拌。
二:进入主动高温高压挤出线。原材料经过200度以上高温挤压成型产出集成墙板材。
三:进入主动砂光除尘线。经过砂光除尘让集成墙板的外表愈加平坦光滑。
四:进入高温恒温道和急速冷却线。经过200度以上高温,再用水迅速冷却有效的消除膨胀系数,提高的板材的密度,让卡路丝集成墙板材更有耐性。(在进行水冷工艺处理后,出产出来的集成墙面防水、防火、不怕发霉等,不用忧虑消费者关怀的墙面出现霉斑、起皮、开裂等问题)
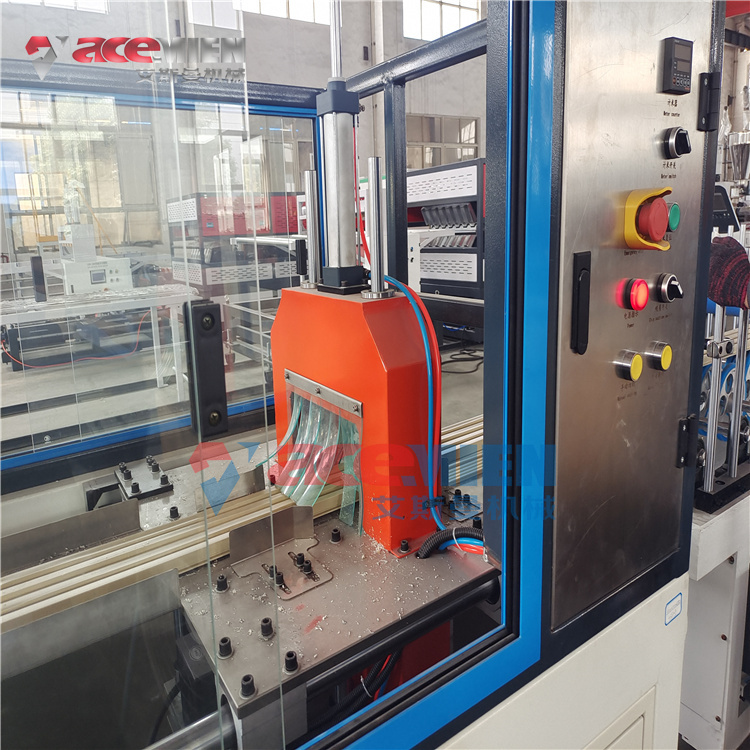
五:进入无缝开槽线。运用无缝开槽技术,让板材拼接无缝隙安装愈加快捷。
六:进入除尘线。让板材愈加平坦,让接下来的外表覆膜不易脱落。
七:进入外表包覆线:根据之前设计好的产品花样以及款式,在外表进行工艺处理后热覆膜,完成大理石纹、木纹、壁纸纹等手感和质感。使卡路丝集成墙板的外表愈加平滑光亮,并且在提高光泽度的一起又能够起到防潮、防水、耐磨、耐化学腐蚀等维护作用。
八:质量检测包装。经过以上一系列工艺之后,竹木纤维集成墙板产品就进入后的包装流程,终制品也就基本出产完成。工厂的质检人员再从制品中抽取样品进行质量检测,保证制品的合格率,然后再作为制品批量出产上市。
木塑板材生产机器厂家
